
สมาชิกวีไอพี

หุ่นยนต์เชื่อมโปรแกรมฟรีสำหรับโครงสร้างเหล็ก
1.1 ระบบภาพรวมของฟังก์ชั่นเป็นระบบการพัฒนาที่เป็นอิสระฟังก์ชั่นหลักของมันคือการรวมกระบวนการเชื่อมลึกแล้วนำเข้าแบบจำลองสามมิติผ่านการมองเห็นของระบบการเ
รายละเอียดสินค้า
1.1 ภาพรวมการทำงาน
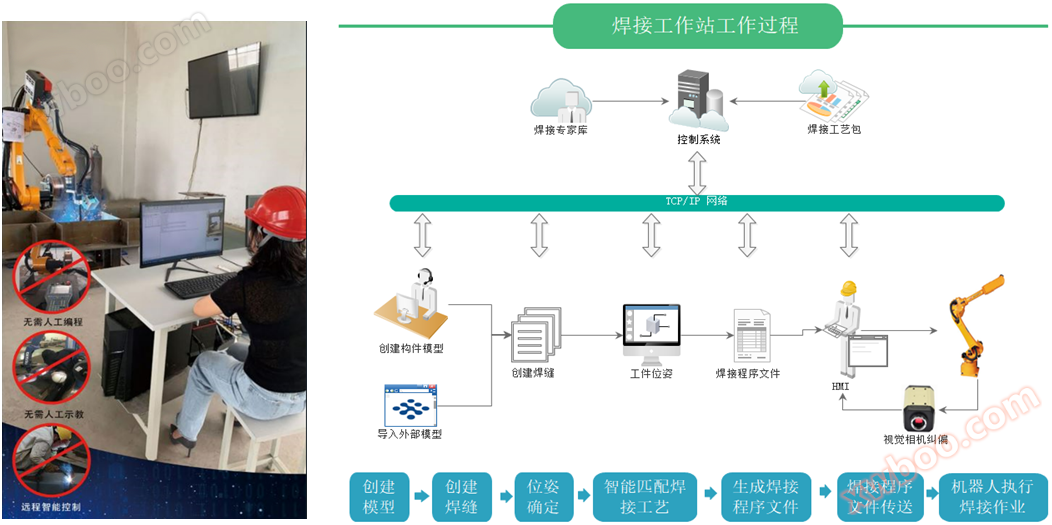
ระบบเป็นระบบการพัฒนาที่เป็นอิสระฟังก์ชั่นหลักคือโดยการรวมกระบวนการเชื่อมอย่างลึกซึ้งแล้วนำเข้าแบบจำลองสามมิติเพื่อตรวจสอบตำแหน่งของรอยเชื่อมของสมาชิกทั้งหมดผ่านระบบการมองเห็นตามรูปทรงจริงของตำแหน่งในแบบจำลองขั้นตอนการเชื่อมจะถูกสร้างขึ้นโดยอัตโนมัติ
การใช้งานซอฟต์แวร์ใน บนระบบพีซีระบบพีซีสามารถวางไว้ในตำแหน่งใด ๆ การควบคุมระยะไกลสามารถทำได้ผ่านโปรโตคอล TCP / IP นั่นคือในสำนักงานสามารถใช้งานอุปกรณ์ภาคสนามได้โดยตรงสำหรับการเชื่อม
1.1.1 ระบบสามารถตอบสนองการทำงานสองกะต่อวัน (แต่ละชั้นเรียน8 ชั่วโมง) ทำงานได้ตามปกติและสามารถรักษาความแม่นยำที่มั่นคง
1.1.2 ภาพวาดการออกแบบของเวิร์กสเตชันได้ผ่านการโต้แย้งและการจำลองซ้ำแล้วซ้ำอีก ความแข็งแรงของการออกแบบของส่วนประกอบแต่ละชิ้นนั้นน่าเชื่อถือประกอบและซ่อมแซมได้ง่าย ภายใต้สมมติฐานของการรับประกันฟังก์ชั่นรับประกันความงามของรูปลักษณ์
1.1.3 ชิ้นส่วนที่ซื้อมาทั้งหมดของอุปกรณ์เวิร์กสเตชันมีให้กับผู้ผลิตที่มีชื่อเสียงในอุตสาหกรรม คุณภาพของชิ้นส่วนการประมวลผลทั้งหมดได้รับการตรวจสอบอย่างเข้มงวดความเข้มถึงมาตรฐานประสิทธิภาพที่เหนือกว่าและการเคลื่อนไหวที่ราบรื่น
1.1.4หน่วยการวัดของชิ้นส่วนและเครื่องมือของอุปกรณ์เวิร์กสเตชันและวัสดุการวาดภาพทั้งหมดใช้แผ่นมาตรฐานแห่งชาติ (GB)มาตรฐาน; มาตรวัดส่วนประกอบทั้งหมดได้รับการออกแบบผลิตและวัสดุที่ใช้ISOและIECมาตรฐานมาตรฐานกึ่งหรือเทียบเท่าอื่น ๆ
1.1.5 ชิ้นส่วนเวิร์กสเตชันเลือกวัสดุที่มีคุณภาพสูงในการผลิตส่วนประกอบทางกลและไฟฟ้าที่เลือกเป็นผลิตภัณฑ์ที่มีคุณภาพสูงและเชื่อถือได้
1.1.6 หุ่นยนต์มีเซ็นเซอร์ป้องกันการชนกันที่ด้านหน้าซึ่งสามารถหยุดการป้องกันได้ทันเวลาเมื่อเกิดการชนกัน ในขณะเดียวกันระบบทำความสะอาดและตัดลวดอัตโนมัติและระบบกำจัดฝุ่นอัตโนมัติสามารถกำหนดค่าได้ตามความต้องการ
1.1.7 เวิร์กสเตชันการโต้ตอบทางสายตาไดรฟ์โหมดดิจิตอลสามมิติการวางแผนเส้นทางการเชื่อมอย่างชาญฉลาดการสแกนภาพเส้นทางการแก้ไขพารามิเตอร์การจับคู่และห้องสมุดกระบวนการสร้างโปรแกรมการเชื่อมโดยอัตโนมัติและฟังก์ชั่นการเชื่อมแบบอัจฉริยะอื่น ๆ
1.1 ประเภทโครงสร้างและวิธีการทำงานของระบบที่แนะนำ
1.1.1 คานเครน H-beam, คานหลักสำหรับโครงสร้างแผ่นซี่โครงใช้โหมดการเริ่มต้นปุ่มเดียวของเครื่องบินพิเศษของ H-beam เพื่อทำงาน การแทรกแซงด้วยตนเองมีน้อยมากและประสิทธิภาพในการทำงานสูงสุด ผู้ประกอบการสามารถทำงานได้หลายเครื่อง
1.1.2 คอลัมน์เหล็กรูปตัว H, คานหลังคา, โครงสร้างกล่องภายในแผ่นแข็งและรอยเชื่อมหลักและผลิตภัณฑ์ประเภทอื่น ๆ ของโครงสร้างอื่น ๆ อีกมากมาย ใช้วิธีการโต้ตอบระหว่างมนุษย์กับคอมพิวเตอร์เพื่อทำงาน ผู้ประกอบการสามารถทำงานได้หลายเครื่อง
1.1.3 แผ่นสะพานและพาร์ทิชันกล่องขนาดใหญ่และโครงสร้างอื่น ๆ เนื่องจากรอยเชื่อมยาวจำนวนชนิดของรอยเชื่อมน้อยลงโดยใช้ไดรฟ์แบบจำลองสำหรับการเชื่อมการแทรกแซงด้วยตนเองน้อยลงและประสิทธิภาพการเชื่อมสูงผู้ประกอบการสามารถทำงานได้หลายเครื่อง
1.1.4 KeTitanium Intelligent System เป็นระบบที่สมบูรณ์ระบบสนับสนุนโหมดการทำงานต่างๆข้างต้นตามความต้องการในการใช้งานจริงเลือกโมดูลที่เหมาะสมสำหรับการทำงานและปรับปรุงประสิทธิภาพการผลิต
ระบบ MES
1.1.5 คุณสมบัติของระบบ:
ก) บนพื้นฐานของเทคโนโลยีอินเทอร์เน็ตตระหนักถึงการแบ่งปันข้อมูลโมเดลโรงงาน
b) การจัดการการผลิตแบบขั้นตอนสามารถรวมทุกขั้นตอนที่เกี่ยวข้องกับกระบวนการผลิตในกระบวนการผลิตเพื่อจัดการ
c) บูรณาการและปรับปรุงประสิทธิภาพโดยรวมของการดำเนินงานโครงการแบบเรียลไทม์แบบไดนามิกและเป็นจริงเพื่อให้บรรลุการจัดการการมีส่วนร่วมของพนักงานทั้งหมด
d) กระบวนการแผนกกลุ่มการอนุญาตสามารถปรับแต่งได้ด้วยตัวเอง
จ) ข้อมูลการไหลของกระบวนการตระหนักถึงการผลักดันแบบเรียลไทม์
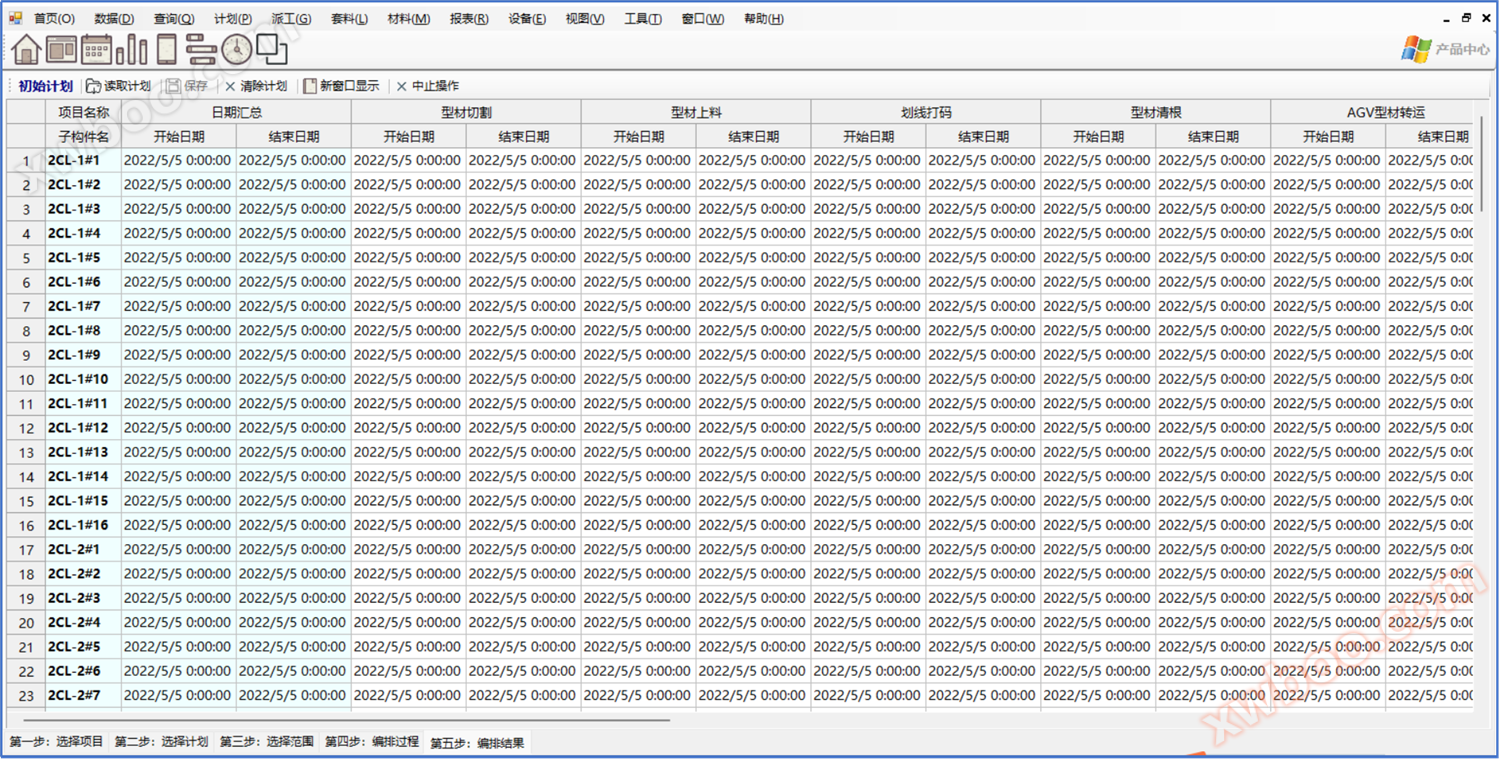
ฉ) การวางแผนการจัดเรียงอัตโนมัติตามจังหวะการผลิต
1.1.6 โมดูลการวางแผน: ก่อนที่จะเริ่มดำเนินการผลิตงาน KETI-MES จะจัดเรียงแผนการทำงานโดยอัตโนมัติตามความต้องการของโครงการและจังหวะการผลิตของเวิร์กช็อปและเวิร์กสเตชันแต่ละแห่งเพื่อสร้างแผนการทำงานประจำวันของแต่ละสถานีรวมถึงชิ้นส่วนที่สนับสนุน
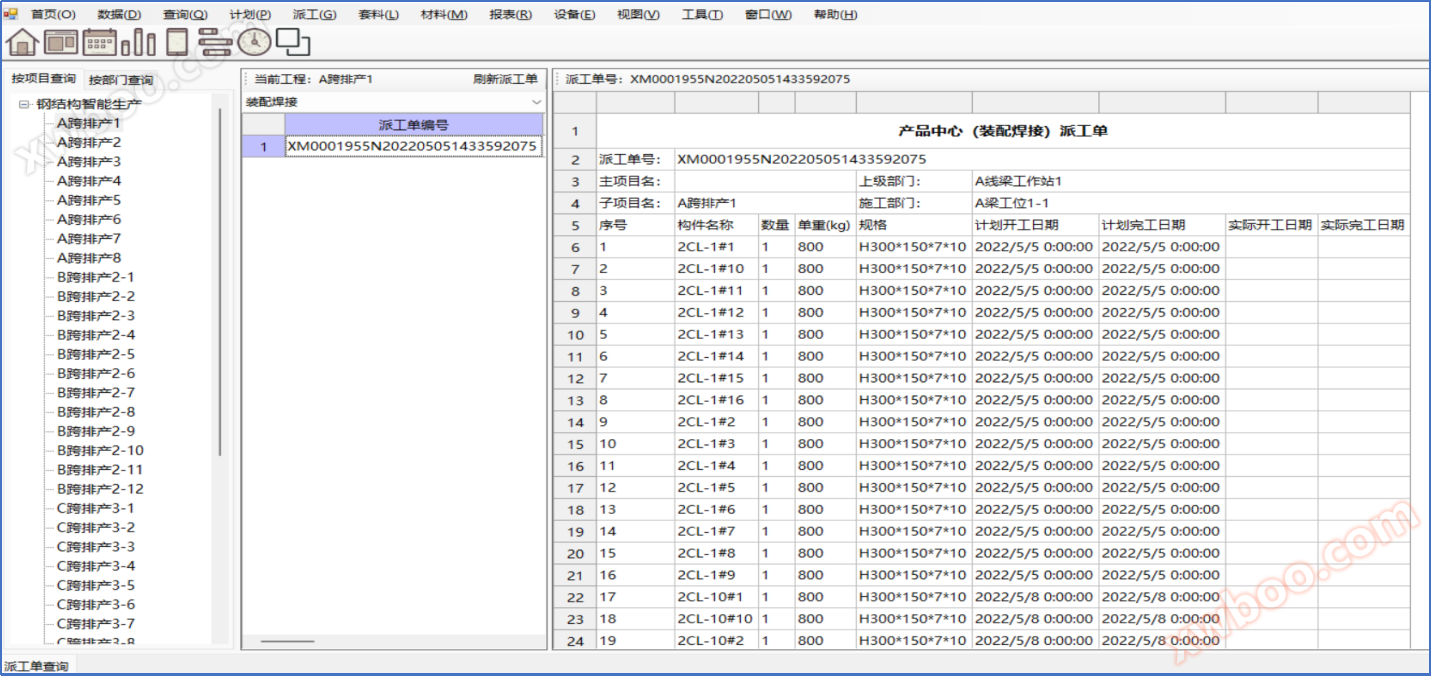
โมดูลการแจกจ่าย: กำหนดการจัดเรียงอัตโนมัติตามความต้องการของโครงการและจังหวะการผลิตของการประชุมเชิงปฏิบัติการและเวิร์กสเตชันแต่ละแห่งเพื่อสร้างงานเฉพาะ
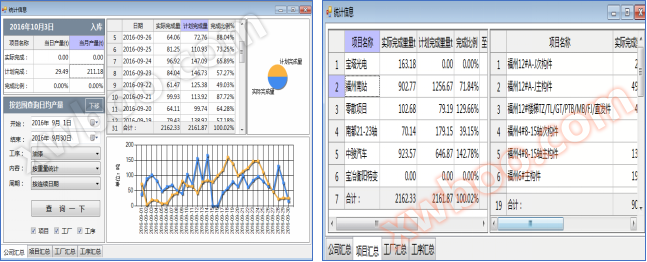
โมดูลสถิติ: สามารถสอบถามข้อมูลโดยรวมของ บริษัท สถิติโครงการข้อมูลตามสถิติของโรงงานข้อมูลตามกระบวนการ
2. แผนโครงการ
2.1 ประเภทสินค้า
2.1.1 ขนาดโครงสร้าง
|
หมายเลขซีเรียล |
ผลิตภัณฑ์ |
ความสูง |
ความกว้าง |
ความยาว (พอดีกับเครื่องคู่) |
|
1 |
เหล็กรูปตัว H |
ความสูงของปีก≤0.8m |
≤1.2m |
≤12m |
|
2 |
ผลิตภัณฑ์อื่น ๆ |
ความสูงของแผ่นยืน≤0.5m |
≤1.2m |
≤12m |
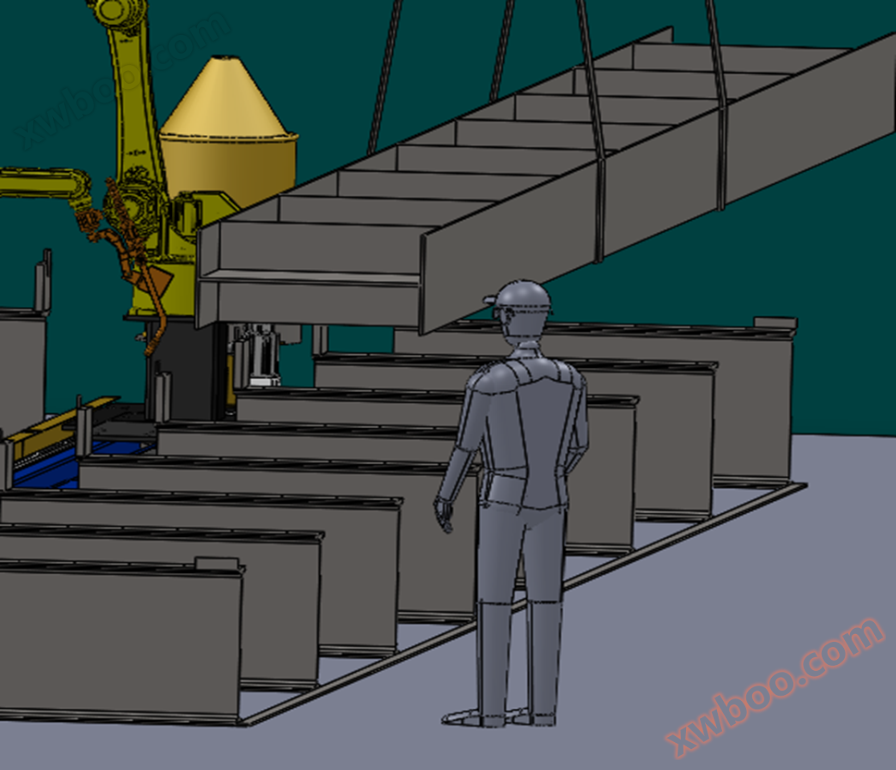
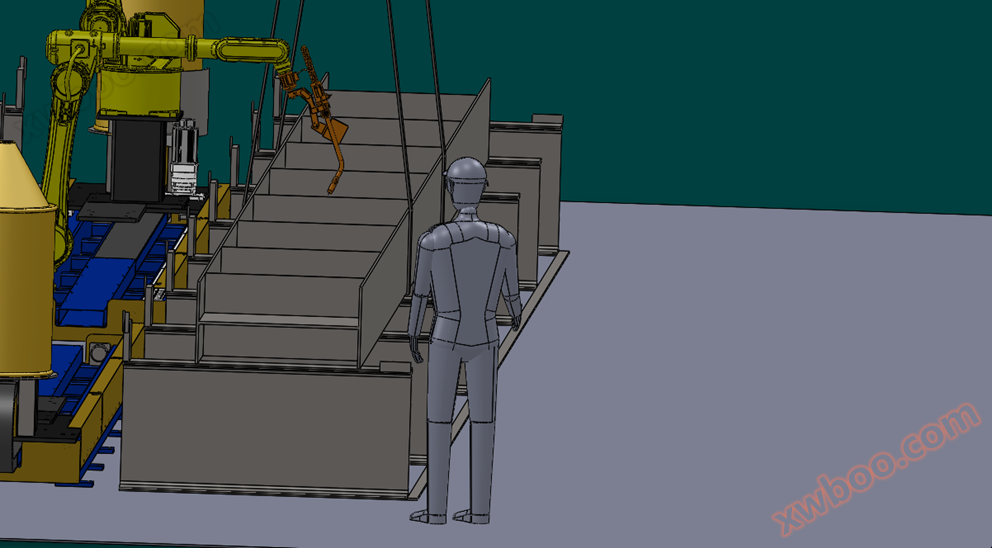
2.1.2 ภาพผลิตภัณฑ์ทั่วไปของผู้ใช้


2.1 การจัดวางทั่วโลก
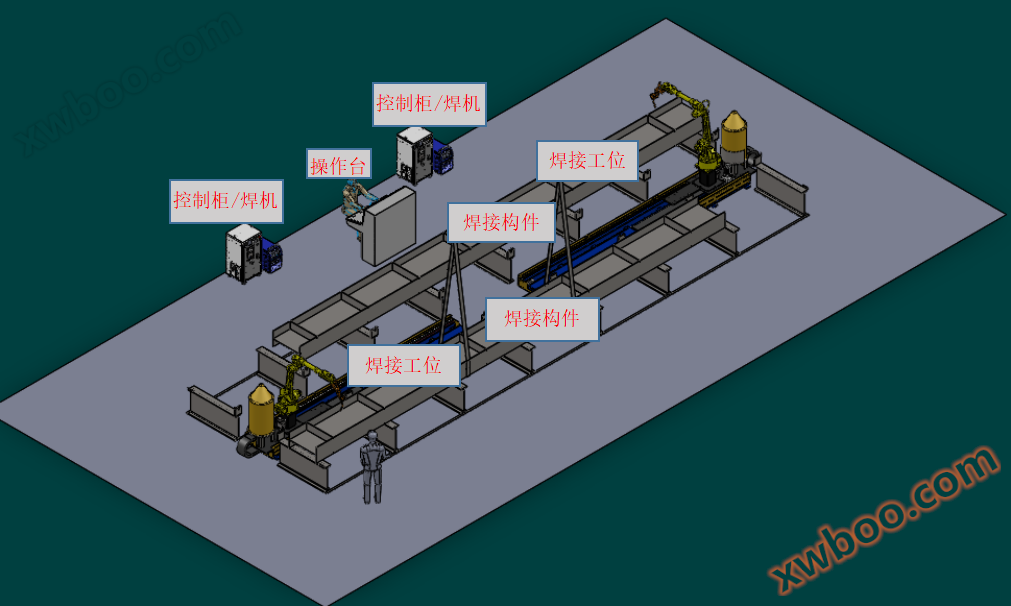
การจัดวางผังอาคาร
กระบวนการทำงาน (โมเดลไดรฟ์โหมด)
2.2.1 แรงงานหรือสายพานลำเลียงโอนสมาชิกที่จะเชื่อมไปยังโครงโต๊ะทำงานใกล้กับตำแหน่ง P จุด
2.2.2 (พร้อมกันหรือล่วงหน้า) ผู้ประกอบการหมุนแบบจำลองให้สอดคล้องและสร้างโหนดขึ้นอยู่กับหมายเลขสมาชิกและวิธีการจัดวางองค์ประกอบ
2.2.3 หากความเบี่ยงเบนในการวางมีขนาดใหญ่เกินไปให้ใช้กล้องเพื่อระบุสมาชิกเพื่อค้นหาจุด P ก่อน
2.2.4หากตำแหน่งการวางอยู่ใกล้ผู้ประกอบการจะโหลดโมเดลโดยตรงเพื่อเริ่มการสแกน (ในเวลานี้ผู้ประกอบการสามารถยกสมาชิกอื่นไปยังชุดที่สองของโต๊ะอุปกรณ์หรือสถานีอื่นของอุปกรณ์นี้ดำเนินการดังกล่าวข้างต้น)
2.2.5หลังจากการสแกนเสร็จสมบูรณ์ระบบจะเริ่มเชื่อม
2.2.6การเชื่อมสมาชิกทั้งหมดสิ้นสุดลงและโอนสมาชิกไปยังสถานีงานติดตามผล
2.2.7เพื่อให้ผู้ประกอบการสามารถใช้งานอุปกรณ์หลายชุดได้
2.2.8หากไม่มีรูปแบบส่วนประกอบสามารถใช้โหมดการโต้ตอบด้วยภาพเพื่อดำเนินการบัดกรีอุปกรณ์ หลังจากวางสมาชิกไว้บนโต๊ะแล้วผู้ปฏิบัติงานจะใช้กล้องถ่ายรูปเพื่อถ่ายภาพชิ้นส่วนเชื่อมที่ต้องการจับคู่กระบวนการและเริ่มต้นการเชื่อมสแกน ปริมาณงานสัมพัทธ์ของผู้ปฏิบัติงานจะเพิ่มขึ้นเมื่อเทียบกับการขับเคลื่อนแบบ
สอบถามออนไลน์
-
ติดต่อ
-
บริษัท
-
โทรศัพท์
-
อีเมล์
-
วีแชท
-
รหัสยืนยัน
-
เนื้อหาข้อความ
-